ନକଲ୍ ପ୍ରକାର ପ୍ରିସିସନ୍ ପ୍ରେସ୍ ପ୍ରିସିସନ୍ ଷ୍ଟାମ୍ପିଂ ମେସିନ୍ 40T

ଉତ୍ପାଦ ବର୍ଣ୍ଣନା
ଏହି ପ୍ରେସ୍ର ଆଉ ଏକ ଉଲ୍ଲେଖନୀୟ ବୈଶିଷ୍ଟ୍ୟ ହେଉଛି ଏହାର ଉଚ୍ଚ ପ୍ରଭାବ ଏବଂ କ୍ଷୟ ପ୍ରତିରୋଧ। ଏହାର ନିର୍ମାଣରେ ବ୍ୟବହୃତ ଗାଇଡ୍ ସାମଗ୍ରୀଗୁଡ଼ିକୁ ବିଶେଷ ଭାବରେ ଅତ୍ୟଧିକ ବ୍ୟବହାର ସହ୍ୟ କରିବା ଏବଂ ଦୀର୍ଘକାଳୀନ ସ୍ଥିରତା ପ୍ରଦାନ କରିବା ପାଇଁ ଚୟନ କରାଯାଇଛି। ଏହାର ଅର୍ଥ ହେଉଛି ଆପଣ ଆଶା କରିପାରିବେ ଯେ ଆପଣଙ୍କ ପ୍ରେସ୍ର ସଠିକତା ଦୀର୍ଘ ସମୟ ପର୍ଯ୍ୟନ୍ତ ସ୍ଥିର ରହିବ, ଯାହା ଦ୍ଵାରା ବାରମ୍ବାର ମରାମତି ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣର ଆବଶ୍ୟକତା ହ୍ରାସ ପାଇବ। ଏହି ଉନ୍ନତ ସ୍ଥାୟୀତ୍ୱ ସହିତ, ଆପଣ ଆପଣଙ୍କ ମେସିନ୍ର କ୍ଷୟ ବିଷୟରେ ଚିନ୍ତା କରିବା ପରିବର୍ତ୍ତେ ଉତ୍ପାଦନକୁ ସର୍ବାଧିକ କରିବା ଉପରେ ଧ୍ୟାନ ଦେଇପାରିବେ।
ଉତ୍କୃଷ୍ଟ କାର୍ଯ୍ୟଦକ୍ଷତା ସହିତ, ନକଲ୍ ହାଇ ସ୍ପିଡ୍ ପ୍ରିସିସନ୍ ପ୍ରେସ୍ରେ ଏକ ଷ୍ଟାଇଲିସ୍ ଏବଂ ଏରଗୋନୋମିକ୍ ଡିଜାଇନ୍ ରହିଛି। ସହଜ ନିୟନ୍ତ୍ରଣ ପ୍ୟାନେଲ୍ ସହଜ କାର୍ଯ୍ୟ ଏବଂ ସମାୟୋଜନ ପାଇଁ ଅନୁମତି ଦିଏ, ଏକ ସୁଗମ ବ୍ୟବହାରକାରୀ ଅଭିଜ୍ଞତା ସୁନିଶ୍ଚିତ କରେ। ପ୍ରେସ୍ଟି ଉନ୍ନତ ସୁରକ୍ଷା ବୈଶିଷ୍ଟ୍ୟ ସହିତ ସଜ୍ଜିତ, ଯେଉଁଥିରେ ଏକ ଜରୁରୀକାଳୀନ ଷ୍ଟପ୍ ବଟନ୍ ଏବଂ ଅପରେଟରଙ୍କ ସ୍ୱାସ୍ଥ୍ୟ ସୁନିଶ୍ଚିତ କରିବା ଏବଂ ଦୁର୍ଘଟଣାକୁ ରୋକିବା ପାଇଁ ଏକ ସୁରକ୍ଷା କଭର ଅନ୍ତର୍ଭୁକ୍ତ।
ମୁଖ୍ୟ ଯାନ୍ତ୍ରିକ ପାରାମିଟରଗୁଡିକ:
| ମଡେଲ | ମାର୍କ୍ସ-୪୦ଟି | ||||
| କ୍ଷମତା | KN | ୪୦୦ | |||
| ଷ୍ଟ୍ରୋକ୍ ଦୈର୍ଘ୍ୟ | MM | 16 | 20 | 25 | 30 |
| ସର୍ବାଧିକ SPM | ଏସ୍ପିଏମ୍ | ୧୦୦୦ | ୯୦୦ | ୮୫୦ | ୮୦୦ |
| ସର୍ବନିମ୍ନ SPM | ଏସ୍ପିଏମ୍ | ୧୮୦ | ୧୮୦ | ୧୮୦ | ୧୮୦ |
| ଡାଇ ଉଚ୍ଚତା | MM | ୧୯୦-୨୪୦ | |||
| ଡାଇ ଉଚ୍ଚତା ସମାୟୋଜନ | MM | 50 | |||
| ସ୍ଲାଇଡର୍ କ୍ଷେତ୍ର | MM | ୭୫୦x୩୪୦ | |||
| ବୋଲଷ୍ଟର କ୍ଷେତ୍ର | MM | ୭୫୦x୫୦୦ | |||
| ବିଛଣା ଖୋଲିବା | MM | ୫୬୦x୧୨୦ | |||
| ବୋଲଷ୍ଟର ଖୋଲିବା | MM | ୫୦୦x୧୦୦ | |||
| ମୁଖ୍ୟ ମୋଟର | KW | ୧୫x୪ପି | |||
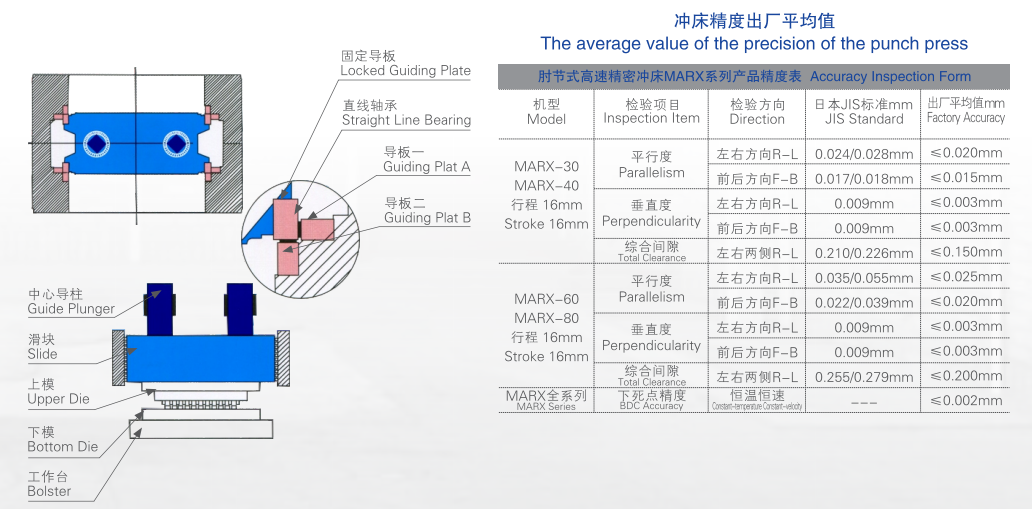
| ସଠିକତା | JIS/JIS ସ୍ୱତନ୍ତ୍ର ଗ୍ରେଡ୍ | ||||
| ଉପର ଡାଏ ଓଜନ | KG | ସର୍ବାଧିକ ୧୦୫/୧୦୫ | |||
| ମୋଟ ଓଜନ | ଟନ୍ | 8 | |||
ମୁଖ୍ୟ ବୈଶିଷ୍ଟ୍ୟଗୁଡିକ:
୧. ନକ୍ଲ୍ ପ୍ରକାରର ପ୍ରେସ୍ ଏହାର ଯନ୍ତ୍ରପାତି ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକୁ ସର୍ବାଧିକ କରିଥାଏ। ଏଥିରେ ଉଚ୍ଚ କଠୋରତା, ଉଚ୍ଚ ସଠିକତା ଏବଂ ଭଲ ତାପ ସନ୍ତୁଳନ ଭଳି ବୈଶିଷ୍ଟ୍ୟ ରହିଛି।
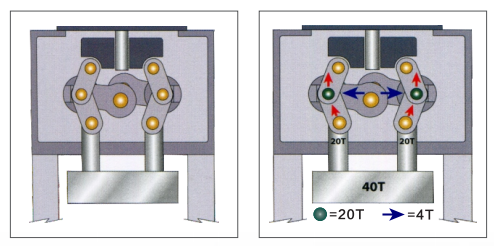
2. ଜବରଦସ୍ତ ପ୍ରତିସନ୍ତୁଳନ ସହିତ ସଜ୍ଜିତ, ଷ୍ଟାମ୍ପିଂ ଗତି ପରିବର୍ତ୍ତନ ଯୋଗୁଁ ଡାଏ ଉଚ୍ଚତାର ବିସ୍ଥାପନ ହ୍ରାସ କରେ, ଏବଂ ପ୍ରଥମ ଷ୍ଟାମ୍ପିଂ ଏବଂ ଦ୍ୱିତୀୟ ଷ୍ଟାମ୍ପିଂର ତଳ ଡେଡ୍ ପଏଣ୍ଟ ବିସ୍ଥାପନ ହ୍ରାସ କରେ।
3. ପ୍ରତ୍ୟେକ ପାର୍ଶ୍ୱର ବଳକୁ ସନ୍ତୁଳିତ କରିବା ପାଇଁ ଗ୍ରହଣ କରାଯାଇଥିବା ସନ୍ତୁଳନ ଯନ୍ତ୍ର, ଏହାର ଗଠନ ଆଠ-ପାର୍ଶ୍ୱ ସୂଚୀ ବିୟରିଂ ମାର୍ଗଦର୍ଶକ, ସ୍ଲାଇଡରର ଅଦ୍ଭୁତ ଭାର କ୍ଷମତାକୁ ଆହୁରି ଉନ୍ନତ କରେ।
୪. ନୂତନ ନନ୍-ବ୍ୟାକଲାସ୍ କ୍ଲଚ୍ ବ୍ରେକ୍ ସହିତ ଦୀର୍ଘ ଜୀବନ ଏବଂ କମ୍ ଶବ୍ଦ, ଅଧିକ ନୀରବ ପ୍ରେସ୍ କାମ। ବୋଲଷ୍ଟର ଆକାର ହେଉଛି ୧୧୦୦ମିମି (୬୦ ଟନ୍ ନେଜ୍) ଏବଂ ୧୫୦୦ମିମି (୮୦ ଟନ୍ ନେଜ୍), ଯାହା ଆମର ସମ୍ପୂର୍ଣ୍ଣ ଉତ୍ପାଦ ପରିସର ମଧ୍ୟରେ ସେମାନଙ୍କର ଟନ୍ ନେଜ୍ ପାଇଁ ସର୍ବାଧିକ।
୫. ସର୍ଭୋ ଡାଇ ଉଚ୍ଚତା ସମାୟୋଜନ କାର୍ଯ୍ୟ ଏବଂ ଡାଇ ଉଚ୍ଚତା ମେମୋରୀ କାର୍ଯ୍ୟ ସହିତ, ଛାଞ୍ଚ ପରିବର୍ତ୍ତନ ସମୟ ହ୍ରାସ କରନ୍ତୁ ଏବଂ ଉତ୍ପାଦନ ଦକ୍ଷତା ଉନ୍ନତ କରନ୍ତୁ।

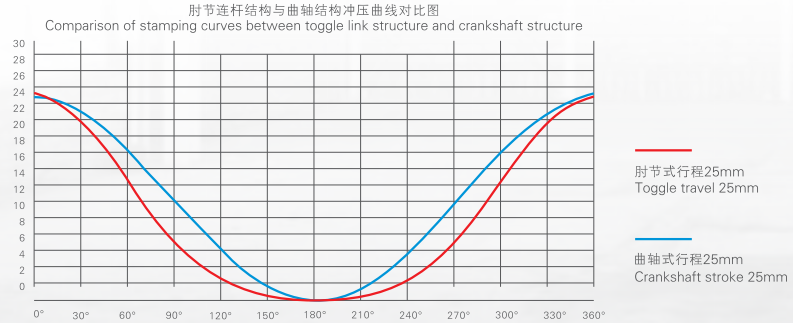
ଉତ୍ତମ ଷ୍ଟାମ୍ପିଂ ପ୍ରଭାବ:
ଭୂସମାନ୍ତରିକ ପ୍ରତିସମିତ ପ୍ରତିସମିତ ଟୋଗଲ୍ ଲିଙ୍କେଜ୍ ଡିଜାଇନ୍ ନିଶ୍ଚିତ କରେ ଯେ ସ୍ଲାଇଡରଟି ତଳ ଡେଡ୍ ସେଣ୍ଟର ନିକଟରେ ସୁଗମ ଭାବରେ ଗତି କରୁଛି ଏବଂ ଏକ ଉତ୍ତମ ଷ୍ଟାମ୍ପିଂ ଫଳାଫଳ ହାସଲ କରେ, ଯାହା ଲିଡ୍ ଫ୍ରେମ୍ ଏବଂ ଅନ୍ୟାନ୍ୟ ଉତ୍ପାଦଗୁଡ଼ିକର ଷ୍ଟାମ୍ପିଂ ଆବଶ୍ୟକତା ପୂରଣ କରେ। ଏହି ସମୟରେ, ସ୍ଲାଇଡରର ଗତି ମୋଡ୍ ହାଇ-ସ୍ପିଡ୍ ଷ୍ଟାମ୍ପିଂ ସମୟରେ ଛାଞ୍ଚ ଉପରେ ପ୍ରଭାବକୁ ହ୍ରାସ କରେ ଏବଂ ଛାଞ୍ଚ ସେବାକୁ ଦୀର୍ଘ କରିଥାଏ।ଜୀବନ ।
MRAX ସୁପରଫାଇନ୍ ପ୍ରିସିସନ୍ର ଏକକ ଗୁଣ ଭଲ କଠୋରତା ଏବଂ ଉଚ୍ଚ ସଠିକତା:
ସ୍ଲାଇଡରଟି ଡବଲ୍ ପ୍ଲଞ୍ଜର୍ ଏବଂ ଅକ୍ଟାହେଡ୍ରାଲ୍ ଫ୍ଲାଟ୍ ରୋଲରର ଏକ ଗାଇଡ୍ ଦ୍ୱାରା ପରିଚାଳିତ, ଯେଉଁଥିରେ ପ୍ରାୟ କୌଣସି କ୍ଲିୟରାନ୍ସ ନାହିଁ। ଏଥିରେ ଭଲ କଠୋରତା, ଉଚ୍ଚ ଆକର୍ଷିତ ଲୋଡିଂ ପ୍ରତିରୋଧ କ୍ଷମତା ଏବଂ ଉଚ୍ଚ ପଞ୍ଚ ପ୍ରେସ୍ ସଠିକତା ଅଛି। ଏହାର ଉଚ୍ଚ ପ୍ରଭାବ-ପ୍ରତିରୋଧୀ ଏବଂ ପରିଧାନ-ପ୍ରତିରୋଧୀ ଗୁଣ
ନକଲ୍ ପ୍ରକାର ହାଇ ସ୍ପିଡ୍ ପ୍ରିସିସନ୍ ପ୍ରେସ୍
ଗାଇଡ୍ ମ୍ୟାଟେରିଲ୍ ପ୍ରେସ୍ ମେସିନ୍ ସଠିକତାର ଦୀର୍ଘକାଳୀନ ସ୍ଥିରତା ଗ୍ୟାରେଣ୍ଟି ଦିଏ ଏବଂ ଛାଞ୍ଚ ମରାମତିର ବ୍ୟବଧାନକୁ ବୃଦ୍ଧି କରେ।
ଗଠନ ଡାଏଗ୍ରାମ୍
ପ୍ରେସ୍ ଉତ୍ପାଦଗୁଡ଼ିକ
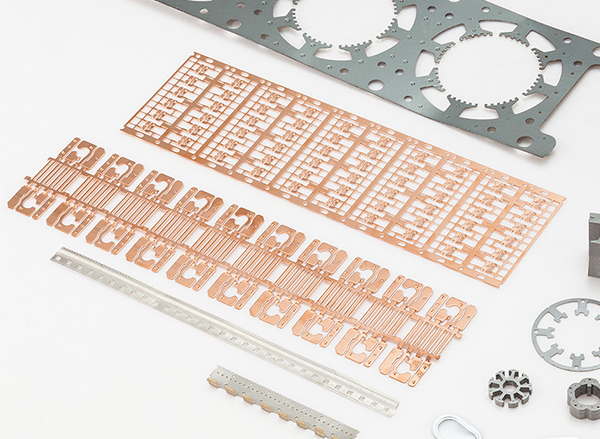
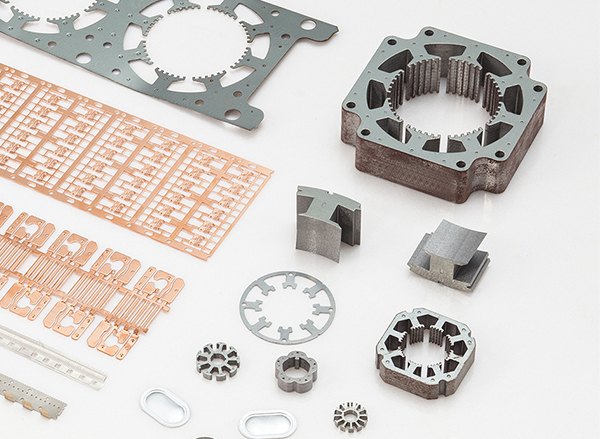
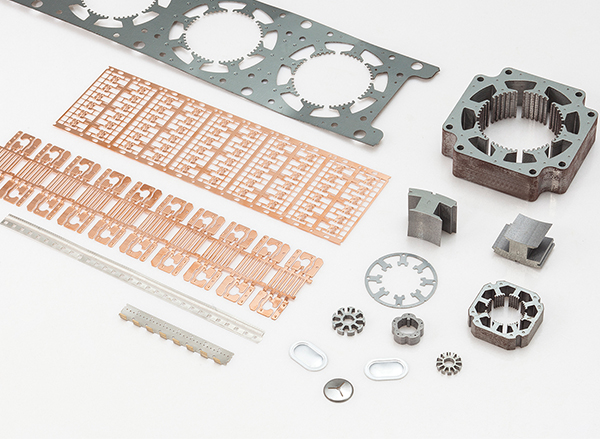
ଲିଡ୍ ଫ୍ରେମ୍
ପ୍ୟାକେଜ୍ ଭିତରେ ଥିବା ଡାଇ ସାଧାରଣତଃ ଲିଡ୍ ଫ୍ରେମ୍ ସହିତ ଲଗାଯାଇଥାଏ, ଏବଂ ତା’ପରେ ବଣ୍ଡ ତାରଗୁଡ଼ିକ ଡାଇ ପ୍ୟାଡ୍ ଗୁଡ଼ିକୁ ଲିଡ୍ ସହିତ ଯୋଡ଼ିଥାଏ। ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟାର ଶେଷ ପର୍ଯ୍ୟାୟରେ, ଲିଡ୍ ଫ୍ରେମ୍ ଏକ ପ୍ଲାଷ୍ଟିକ୍ କେସ୍ରେ ଛାଞ୍ଚିତ ହୋଇଥାଏ, ଏବଂ ଲିଡ୍ ଫ୍ରେମ୍ ବାହାରେ କଟ୍-ଅଫ୍ ହୋଇଥାଏ, ଯାହା ସମସ୍ତ ଲିଡ୍ କୁ ପୃଥକ କରିଥାଏ।
ତମ୍ବା କିମ୍ବା ତମ୍ବା-ମିଶ୍ରୟ ମିଶ୍ରଧାତୁର ଏକ ସମତଳ ପ୍ଲେଟରୁ ସାମଗ୍ରୀ ବାହାର କରି ଲିଡ୍ ଫ୍ରେମ୍ ତିଆରି କରାଯାଏ। ଏଥିପାଇଁ ବ୍ୟବହୃତ ଦୁଇଟି ପ୍ରକ୍ରିୟା ହେଉଛି ଏଚିଂ (ଉଚ୍ଚ ଘନତ୍ୱର ଲିଡ୍ ପାଇଁ ଉପଯୁକ୍ତ), କିମ୍ବା ଷ୍ଟାମ୍ପିଂ (କମ୍ ଘନତ୍ୱର ଲିଡ୍ ପାଇଁ ଉପଯୁକ୍ତ)। ଷ୍ଟାମ୍ପିଂ (ପଞ୍ଚିଂ କିମ୍ବା ପ୍ରେସିଂ) ହେଉଛି ଆଜିକାଲି ଲିଡ୍ ଫ୍ରେମ୍ ଉତ୍ପାଦନ କରିବାର ସବୁଠାରୁ ପ୍ରଭାବଶାଳୀ, ସଠିକ୍ ଏବଂ ଉଚ୍ଚ-ପ୍ରଯୁକ୍ତି ଉପାୟ।
60 ଟନ୍ ନକ୍ଲ୍ ଟାଇପ୍ ହାଇ ସ୍ପିଡ୍ ଷ୍ଟାମ୍ପିଂ ପ୍ରେସ୍ ଦ୍ୱାରା କୃଷିକୁ କ୍ଷତି ପହଞ୍ଚାଇବାର ମୂଳ କାରଣ ହେଉଛି ଆବଶ୍ୟକୀୟ ସୁରକ୍ଷା ଉପକରଣ ଏବଂ ସୁବିଧାର ଅଭାବ ଏବଂ ବିପଜ୍ଜନକ କାର୍ଯ୍ୟ ପ୍ରକ୍ରିୟା ପାଇଁ ପ୍ରଭାବଶାଳୀ ଶ୍ରମ ସୁରକ୍ଷାର ଅଭାବ। ପଞ୍ଚ ପ୍ରେସର ଆଘାତ ଦୁର୍ଘଟଣାର ବୈଷୟିକ କାରଣ ହେଉଛି ଅପରେଟରଙ୍କ କାର୍ଯ୍ୟ ଏବଂ ମେସିନ୍ ଟୁଲ୍ ର କାର୍ଯ୍ୟ ମଧ୍ୟରେ ଅସନ୍ତୁଳନ।




